Development and Performance Evaluation of a Low-Cost Batch Torrefaction Reactor
-
Bello Raphael Segun

Department of Agricultural and Bioenvironmental Engineering Technology, Federal College of Agriculture Ishiagu, Nigeria
Abel Olajide OlorunnisolaDepartment of Wood Products Engineering, University of Ibadan, Oyo, Nigeria
Temidayo Emmanuel OmoniyiDepartment of Wood Products Engineering, University of Ibadan, Oyo, Nigeria
Musiliu Ademuiwa OniludeDepartment of Wood Products Engineering, University of Ibadan, Oyo, Nigeria
| Received 02 Jan, 2024 |
Accepted 03 Apr, 2024 |
Published 09 Apr, 2024 |
Background and Objective: An attractive and less expensive process for biomass pretreatment is torrefaction. However, the high cost of torrefaction reactors, difficulties in providing a passive environment, cost of production and design complexities discouraged its utilization as a viable thermochemical alternative to other types of pretreatments. This study presents the development of a cheap and simple design small-scale batch reactor suitable for laboratory torrefaction experiments. Materials and Methods: The concept of co-firing in pulverized coal-fired stoves was utilized in the design reactor, comprising two chambers (the heating chamber and the torrefaction chamber (30 L)) for heating and torrefaction, respectively. Design considerations were such that reactor performance was optimal. Torrefaction temperature was between 250-300̊C with limited air supply at three residence times of 30, 45 and 60 min. Samples of Gmelina arborea sawdust produced from a CD4 band saw machine from a local sawmill were used in experimentation. The results were evaluated by comparing them with international market product standards. Results: The reactor percentage energy yield increased with torrefaction time, (36.33, 58.10 and 69.80%), respectively and torrefaction degree varied from 10.61±0.2, 34.29±0.2 and 71.18±0.2% for 30, 45 and 60 min, respectively and increased with increase in torrefaction time. The percentage weight loss decreased with increase in torrefaction time. The product characteristics are comparable with those of expensive and complex reactors. The product sample characteristics obtained with the developed reactor are comparable with products from expensive and complex reactors in terms of elemental composition, heating value and energy yields. Conclusion: The performance characteristics of the batch reactor and the products obtained were compared satisfactorily with standard reactors and products in literature; hence, a useful tool for producing desired torrefied biomass.
| Copyright © 2024 Segun et al. This is an open-access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |
INTRODUCTION
Feedstock pre-heating before densification is a thermal process and a suitable option for producing higher-quality briquettes for a given energy input. This process is known to reduce power consumption from 15 to 30% during the high-pressure densification process1,2. This material process could equally increase the production rate up to 340 to 360 kg/hr3. Pretreatment of biomass for briquetting has been recognized for a long time4. A literature search suggested torrefaction and fermentation as more attractive and less expensive processes for sawdust pretreatment for briquetting. Torrefaction is considered a suitable and workable technique for converting raw biomass into a high-energy-density, hydrophobic and grindable material for use in residential and commercial heating applications5,6.
During torrefaction, drying takes place at the initial heating, followed by additional heating at over 160°C during which more water is evaporated, culminating in the generation of CO27. Hemicellulose degrades at temperatures between 180 and 270°C, causing the biomass to break down and release moisture, volatile gasses and low-energy molecules that turn brown instead of yellow7. The synthesis of extraneous gases and other heavy products occurs when torrefaction turns completely exothermic at 280°C, resulting in enhanced gas production8.
Torrefaction applies to the pretreatment of organic biomass and is appropriate for use in the manufacturing of solid fuel and as a replacement for coal in thermal and metalworking processes due to its prospective applications in the creation of high-quality feedstock9. Torrefied biomass is hydrophobic, brittle and easily grindable. It has tremendous energy and market potential5,6,10. However, large-scale torrefaction reactors are usually very costly. Despite the attractive potentials of torrefaction and its extensive use in co-firing and energy applications, major limitations include difficulties in providing a passive environment, cost of production and design complexities.
Tumuluru et al.11 gave a comprehensive review of different concepts and designs of torrefiers. Several reactors are presently available in the market, with over 100 patents and more than 50 technology developers12; however, the choice of design for commercial applications is dependent on feedstock type. Generically, the choice of reactor is characterized by the design, distinctly modes of heat transfer and the gas-solid or solid-solid mixing patterns in the reactor13. Reactors are generally classified as either directly or indirectly heated12. A comprehensive review of torrefaction reactors in three different scales and capacities i.e. laboratory-scale (20 kg/hr)14, pilot-scale (20-600 kg/hr)10 and commercial scale 600 kg/hr15 and 8,000-100,000 ton per year16. Several other studies on detail review of selection criteria for biomass torrefaction reactors revealed that efficient torrefaction reactors are usually identified in terms of heat transfer, cost and complexity of operation16 while, investigations revealed that productivity of these reactors were constrained by the low heat intensity and mass transfer processes.
Existing large-scale torrefaction reactors are expensive17. Other alternatives such as the earth pit reactor formed by digging a pit in the ground with built-around ridge edges are difficult to manage in terms of process control18. The main objective of this study was to address the challenge of the relatively high cost of imported reactors by developing a laboratory-scale direct heating torrefaction batch reactor and evaluating its performance.
MATERIALS AND METHODS
Study area and duration:
The experiment was set up within the engineering workshop of the Department of Agricultural and Bioenvironmental Engineering in Ishiagu, Ebonyi State Nigeria and lasted for 8 months from May, 2021 to December, 2021.
Feedstock collection and preparation: Gmelina arborea sawdust samples produced from a CD4 band saw machine from a local sawmill along Amagu-Okue road in Ishiagu, which are available in large volumes2 were collected and sorted for foreign matters.
|
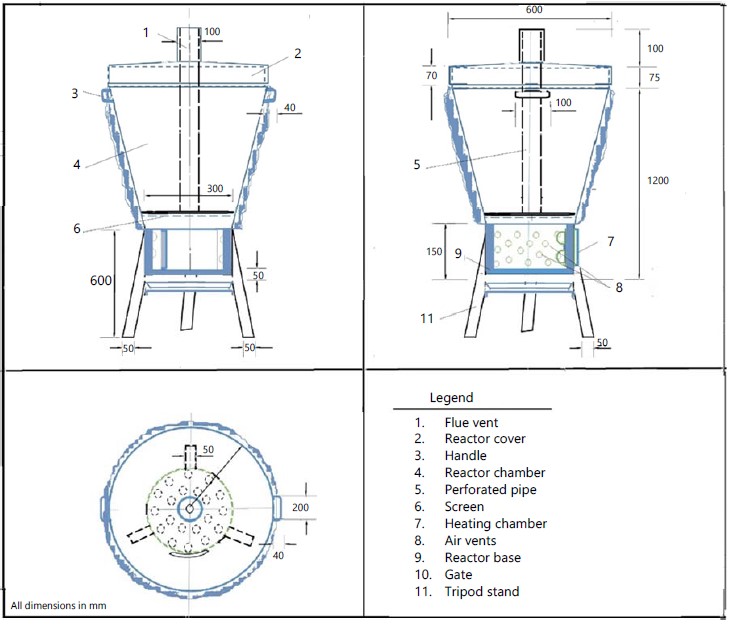
Batch reactor apparatus: The concept of co-firing in the pulverized coal-fired stove described by Ma et al.19 was used to develop a simple direct-heating torrefaction batch reactor (Fig. 1) constructed at the Federal College of Agriculture Ishiagu, Ebonyi state, Nigeria. The reactor has two chambers (the heating chamber and the torrefaction chamber), a chimney and a cover. The torrefaction chamber has a 30 L capacity with a removable chimney on top. The reactor dimensions are (600×600×1825) mm. The reactor was the heating chamber has a diameter of 300 mm and a height is 150 mm. The chamber was constructed with a mild steel plate and diagonally drilled 10 mm diameter holes around it for air circulation. The base was constructed of similar material and has 3 holes (30 mm diameter) drilled per square centimeter across it. An adjustable gate (100×200) mm regulates air intake into the combustion chamber for torrefaction. The heat supply was managed by adjusting the metal gate to control hot air intake through the vents leading to the torrefaction chamber.
There are two air intake opens (primary and secondary air intake) provided to supply air to the torrefaction chamber. The primary air openings connect the torrefaction chamber and the heating chamber. The secondary air was provided through some vents at the top lid segment of the reactor. A perforated air duct pipe (9 mm diameter and 450 mm long) with a flat welded plate at the base end to prevent direct feedstock heating. The reactor was mounted on a tripod stand constructed from angle iron welded around the reactor (at 120°C angle) to each other. The stand provided support for the reactor in the standing position. A k-type digital thermocouple (Fig. 2) with a temperature range of 50 to 1300°C, manufactured by Digital Instrument, Italy was attached to the insulated body to monitor the operating temperature during torrefaction.
|
Operation: During operation, torrefaction temperature was between 250-300°C with limited air supply at three residence times of 30, 45 and 60 min20,21. The batch reactor chamber was filled with weighed samples of Gmelina arborea sawdust. Charcoal fed into the heating chamber was ignited, with air supply to the heating chamber controlled by a metal gate and air vents around the chamber. The biomass receives heat directly from the heating chamber through primary air vents at the base. The heating chamber gate can be adjusted to regulate the primary air supply as torrefaction progresses. The air inlet vents at the lid provided supplemental secondary air to support feedstock torrefaction from the top. The thermocouple monitors the temperature within the upper chamber as the sawdust roast in limited air.
The reactor cover was opened intermittently to release some of the volatile materials in the form of misty gases and trace quantities of coagulated organic compounds that were visible as condensed black crystals on the cover. At the expiration of residence period, the remaining solid material with higher fixed carbon and fewer volatile matters recovered from the reactor. After torrefaction, the char obtained was stored in bags for densification.
Reactor design considerations and calculations: In the development of the reactor, the following parameters were taken into consideration and determined with appropriate equations given by El-Sheikha and Hegazy22 and Bello and Nebo23 below:
∙ Size of reactor: The reactor chamber is the frustum of a conical cylinder with a closed lower end perforated as air vents for heated primary air to penetrate the biomass in the reactor. The volume of the cylindrical chamber is expressed by Bello and Nebo23 formula below:
| (1) |
where, h is height (300 mm), R, r (140 and 100 mm) = Radii of upper and lower radii of the reactor:
 |
• Size of combustion chamber: The combustion chamber is cylindrical with air vents and a gate for charcoal feed. The size of the chamber is evaluated by the volume of the cylindrical chamber expressed as23:
 |
(2) |
where, h is the height (200 mm) and is the radius of the cylinder:
 |
The area of the combustion chamber is:
| (3) |
• Air required for combustion: The airflow per unit mass of charcoal can be computed using the Eq. (4):
 |
(4) |
where, AFR is air flow rate, (m3/hr), ε is equivalence ratio, (0.3-0.4), FCR is fuel consumption rate, (kg/hr), SA is theoretical air: Fuel ratio required to burn 1 kg of charcoal is ~7:1 and ρa is air density, (1.25 kg/m)24.
 |
• Apparent air velocity: This is the rate of airflow within the fuel, computed using Eq. (5) below24:
 |
(5) |
where, Vs is apparent air velocity (m/sec) and AFR is airflow rate (m3/hr):
• Energy input: This is the fuel energy input into the reactor, computed using Eq. (6):
| (6) |
where, Qn is heat energy needed, MJ/hr, HVf is heating value of fuel (charcoal), (28 MJ/kg), FCR is fuel consumption rate, ~0.19 kg/hr and h is stove efficiency (80%):
Torrefaction reactor performance variables
Mass yield (MY): The ratio of final to initial mass (MF, Mi) of torrefied product and raw feedstock (daf) expressed by Nhuchhen et al.25:
| (7) |
Energy density enhancement factor (EDEF): Expressed as a ratio of torrefied product on a dry and ash free (daf) basis using the expression (8) below25:
 |
(8) |
where, (HHVtp,daf) is the torrefied product HHV, (HHVraw,daf) is raw biomass HHV.
Energy density enhancement (EDE): The EDE is expressed mathematically as percentage increase in torrefied energy density and raw feedstock25:
 |
(9) |
Energy yield (EY): This is energy recoverry after torrefaction25 expressed mathematically in terms of mass yield (MY) and energy density enhancement factor (EDEF)as:
| (10) |
RESULTS AND DISCUSSION
Reactor design and performance: The laboratory batch reactor was successfully developed (Fig. 3) using engineering principles and locally sorted materials. Table 1 shows the designed parameters of the direct-heating torrefier batch reactor. The performance of the batch reactor was evaluated by percentage energy yield (EY), percentage loss in mass and torrefaction degree. Energy yield explains the quantitative performance of torrefaction process; this is the energy recovery after torrefaction, which is dependent on moisture and ash contents of the biomass. The energy yield increased with a reduction in these elements26. Energy yield is temperature and torrefaction time-dependent and determines the effectiveness of torrefaction11. Volatile organic matter loss during torrefaction results in energy loss27, however, it increases the energy yield, usually greater than unity. The Torrefier Reactor (TR) percentage energy yields obtained during the experiments at 30, 45 and 60 min were 36.33, 58.10 and 69.80%, respectively.

|
|
Table 1: |
Designed values of direct-heating torrefier batch reactor |
|
 | ||
Ultimate mass and energy balance are attained in torrefaction when the process consumes 30 and 10% of its initial dry mass and energy content28. The energy yield therefore corresponds to ratio (100-10%)/(100-30%), implying that the net thermal efficiency of the process is less than one and dependent on both the heat and the chemical energy recovery29. The percentage weight loss and energy densification ratio increased as torrefaction time increased. The reactor’s total energy input was 4.26 MJ/hr. This is the amount of stored-up energy in a unit mass of material. Torrefied energy density is determined by comparing the raw biomass energy with torrefied product. Phanphanich and Mani30 reported low energy densities, typically 8-14 MJ/kg for raw biomass, while Medic et al.31 reported a 19% increase in energy density due to mass loss in raw material at elevated temperatures. The torrefaction degree varied from 10.61±0.2, 34.29±0.2 and 71.18±0.2% for 30, 45 and 60 min, respectively. The performance characteristics of the batch reactor are satisfactorily compared with literature results performance.
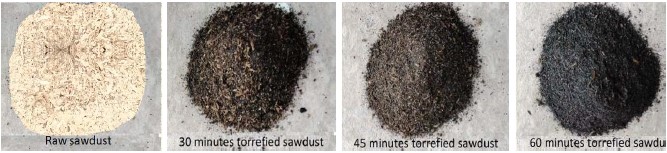
Physical and proximate characteristics of raw and torrefied sawdust: The particle distribution, proximate and ultimate analysis of feedstock utilized were described and presented by Bello et al.2, Mainkaew et al.32. The samples of untreated and torrefied sample products at different torrefaction time is shown in Fig. 4, with colour and weight changes being the most significant torrefied samples characteristics. There was colour change from light brown to golden brown with specks of black at 30 min (mild torrefaction) to darkish brown at 45 min and dark colour at 60 min (severe torrefaction). Beyond 60 min, the colour turned char. These results are comparable with those obtained by Cahyanti et al.33, Gul et al.34 and Akanni et al.20.
Torrefaction time has significant effects on removed volatile matter and fixed carbon contents, which was consequential on the product. For instance, at a constant mean temperature of 250-280°C, an increase in torrefaction time from 30 to 45 min increases the fixed carbon from 17.63 to 21.02% and reduces the volatile matter from 65.19 to 47.92%. This trend could be explained by the facts that sawdust is composed of a substantial amount of volatile and that oxygenated compounds were expelled from the hemicellulosic fractions through thermochemical reactions, consequently, as torrefaction time increases, the volatile matter decreased while the fixed carbon increased. These findings agreed with those of other studies, like Gul et al.34, Li et al.35 and Adegoke et al.36 in torrefying sawdust at 200 to 300°C and 20 min residence period. The untreated HHV increased from 17.23 to 26.28 kJ/kg at 60 min of torrefaction time. These observed results agreed well with the findings of the studies by Gul et al.34.
Table 2: |
Performance of untreated and torrefied products at different residence time |
|
 EDR: Energy densification ratio, EDEF: Energy density enhancement factor and HHV: Higher heating value | ||
Table3: |
Cost and material analysis of construction of batch-reactor |
|
 | ||
Table 2 represents the comparative performances of the untreated and torrefied products. The solid mass yield of the products at 30, 45 and 60 min residence times were 76.7,33.6% 45 min and 28.2, respectively. Expectedly, the solid mass decreased appreciably with an increase in torrefaction time. Similar studies by Chen et al.10 and Lasode et al.37 found that torrefied woody biomass yielded 80% weight after 30 min whereas, non-wood torrefied biomass yielded 50 weight percent at 240 and 300°C, respectively. The energy yield, which described the energy contents of material (determined by mathematical expression), retained after torrefaction increased from 36.33, 58.10 and 69.89 wt.% with increase in torrefaction time from 30, 45 and 60 min, respectively. The energy yield at 30min time was found below the limits of literature values of 55-93 wt.% for energy woods38,39. This implied that energy yield of sawdust is not significantly affected by 30 min torrefaction time as evident in the values of Energy Density Enhancement (EDE).
Furthermore, the Energy Densification Ratio (EDR) (determined by mathematical expression) at 30, 45 and 60 min (0.91, 1.08 and 1.35) and Energy Density Enhancement Factor (EDEF) 1.01, 1.21 and 1.51, respectively increased due to an increase in torrefaction time and consequently increased the energy yield. Weight loss was associated with volatile matter decomposition as well as moisture. These observations were similar to results obtained by Chen et al.10 in the thermal pretreatment of cylindrical-shaped poplar wood and loblolly pine samples, respectively.
Batch reactor performance and cost analysis: The cost analysis of the laboratory-scale direct heating torrefaction batch reactor is presented in Table 3. The total unit cost of the reactor NGN 92, 800.00 ($12.00) is relatively cheap compared with the cost of commercial reactors (above $500.00). There is significant profitability in terms of product energy density, storage, costs and efficiency40.
CONCLUSION
A laboratory batch reactor based on the principles of co-firing was developed as an attractive alternative to the expensive and complex designed reactors for torrefaction experiments and the results presented in this paper. Evaluating the reactor, the physical, combustion and performance characteristics of the products were satisfactorily comparable with literature reports. The costs of development of the reactor were cheaper and the torrefied products exhibited comparable characteristics with international market standards, with assurance that its positive characteristics translate to economic advantage over high cost of torrefier reactors. However, for effective temperature control and heat optimization within the reactor, further studies on the temperature control device and the products discharge systems are recommended.
SIGNIFICANCE STATEMENT
Torrefaction of biomass is an attractive technology considered a viable bioenergy replacement to fossil fuel. The unfavorably high cost of torrefaction reactors, difficulties in providing a passive environment and design complexities are some limitations to their utilization. A cheap laboratory-scale reactor was developed as a sustainable solution to solving these problems. The reactor percentage energy yield and torrefaction degree increased with torrefaction time, respectively, while percentage weight loss decreased with an increase in torrefaction time. The reactor performance and product characteristics are comparable with those of expensive and complex reactors. This study presents viable contribution to reactor development and torrefaction studies.
REFERENCES
- Vaish, S., N.K. Sharma and G. Kaur, 2022. A review on various types of densification/briquetting technologies of biomass residues. IOP Conf. Ser.: Mater. Sci. Eng., 1228.
- Bello, R.S., O.A. Olorunnisola and E.T. Omoniyi, 2022. Effect of residence time on characteristics of torrefied sawdust produced from Gmelina arborea (Roxb) wood. Trends Appl. Sci. Res., 17: 168-179.
- Brunerová, A., H. Roubík, M. Brožek, D. Herák, V. Šleger and J. Mazancová, 2017. Potential of tropical fruit waste biomass for production of bio-briquette fuel: Using Indonesia as an example. Energies, 10.
- Singh, R.K., A. Sarkar and J.P. Chakraborty, 2019. Effect of torrefaction on the physicochemical properties of pigeon pea stalk (Cajanus cajan) and estimation of kinetic parameters. Renewable Energy, 138: 805-819.
- Adnan, M.A., M.A.H.M. Fuad and M.F. Hasan, 2017. Oxidative torrefaction for pulverized palm biomass using air. J. Teknologi, 79: 7-14.
- Basu, P., 2018. Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory. 3rd Edn., Academic Press, Cambridge, Massachusetts, ISBN: 978-0-12-812992-0, Pages: 564.
- Gucho, E.M., K. Shahzad, E.A. Bramer, N.A. Akhtar and G. Brem, 2015. Experimental study on dry torrefaction of beech wood and miscanthus. Energies, 8: 3903-3923.
- Tchapda, A.H. and S.V. Pisupati, 2014. A review of thermal co-conversion of coal and biomass/waste. Energies, 7: 1098-1148.
- Chen, W.H., J. Peng and X.T. Bi, 2015. A state-of-the-art review of biomass torrefaction, densification and applications. Renewable Sustainable Energy Rev., 44: 847-866.
- Chen, W.H., B.J. Lin, Y.Y. Lin, Y.S. Chu and A.T. Ubando et al., 2021. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci., 82.
- Tumuluru, J.S., B. Ghiasi, N.R. Soelberg and S. Sokhansanj, 2021. Biomass torrefaction process, product properties, reactor types, and moving bed reactor design concepts. Front. Energy Res., 9.
- Dhungana, A., P. Basu and A. Dutta, 2012. Effects of reactor design on the torrefaction of biomass. J. Energy Resour. Technol., 134.
- Weldemichael, Y. and G. Assefa, 2016. Assessing the energy production and GHG (greenhouse gas) emissions mitigation potential of biomass resources for Alberta. J. Cleaner Prod., 112: 4257-4264.
- Piersa, P., H. Unyay, S. Szufa, W. Lewandowska, R. Modrzewski, R. Ślężak and S. Ledakowicz, 2022. An extensive review and comparison of modern biomass torrefaction reactors vs. biomass pyrolysis-Part 1. Energies, 15.
- Rudolfsson, M., E. Borén, L. Pommer, A. Nordin and T.A. Lestander, 2017. Combined effects of torrefaction and pelletization parameters on the quality of pellets produced from torrefied biomass. Appl. Energy, 191: 414-424.
- Ribeiro, A.P. and M. Rode, 2016. Spatialized potential for biomass energy production in Brazil: An overview. Braz. J. Sci. Technol., 3.
- Singh, S., G. Cheng, N. Sathitsuksanoh, D. Wu and P. Varanasi et al., 2014. Comparison of different biomass pretreatment techniques and their impact on chemistry and structure. Front. Energy Res., 2.
- Ok, Y.S., S.X. Chang, B. Gao and H.J. Chung, 2015. SMART biochar technology-A shifting paradigm towards advanced materials and healthcare research. Environ. Technol. Innovation, 4: 206-209.
- Ma, L., M. Gharebaghi, R. Porter, M. Pourkashanian, J.M. Jones and A. Williams, 2009. Modelling methods for co-fired pulverised fuel furnaces. Fuel, 88: 2448-2454.
- Akanni, A.A., O.J. Kolawole, P. Dayanand, L.O. Ajani and M. Madhurai, 2019. Influence of torrefaction on lignocellulosic woody biomass of Nigerian origin. J. Chem. Technol. Metall., 54: 274-285.
- Odusote, J.K., A.A. Adeleke, O.A. Lasode, M. Malathi and D. Paswan, 2019. Thermal and compositional properties of treated Tectona grandis. Biomass Convers. Biorefin., 9: 511-519.
- El-Sheikha, A.M. and R.A. Hegazy, 2015. Development and testing of tractor-mounted fertiliszrs spreader. MISR J. Agric. Eng., 32: 1397-1420.
- Bello, R.S. and E.U. Nebo, 2023. Development and performance evaluation of a spinning disc spreader using four organic manures. Singapore J. Sci. Res., 13: 26-36.
- Lask, K., K. Booker, T. Han, J. Granderson, N. Yang, C. Ceballos and A. Gadgil, 2015. Performance comparison of charcoal cookstoves for Haiti: Laboratory testing with water boiling and controlled cooking tests. Energy Sustainable Dev., 26: 79-86.
- Nhuchhen, D.R., A. Dutta and T.D. Abhi, 2020. Correlations to predict properties of torrefied biomass using mass loss fraction and experimental validation. Energy Fuels, 34: 11091-11102.
- Fisher, E.M., C. Dupont, L.I. Darvell, J.M. Commandré and A. Saddawi et al., 2012. Combustion and gasification characteristics of chars from raw and torrefied biomass. Bioresour. Technol., 119: 157-165.
- Hilten, R.N., R.A. Speir, J.R. Kastner, S. Mani and K.C. Das, 2013. Effect of torrefaction on bio-oil upgrading over HZSM-5. part 1: Product yield, product quality, and catalyst effectiveness for benzene, toluene, ethylbenzene, and xylene production. Energy Fuels, 27: 830-843.
- Huang, Y.F., W.R. Chen, P.T. Chiueh, W.H. Kuan and S.L. Lo, 2012. Microwave torrefaction of rice straw and pennisetum. Bioresour. Technol., 123: 1-7.
- Kim, Y.H., S.M. Lee, H.W. Lee and J.W. Lee, 2012. Physical and chemical characteristics of products from the torrefaction of yellow poplar (Liriodendron tulipifera). Bioresour. Technol., 116: 120-125.
- Phanphanich, M. and S. Mani, 2011. Impact of torrefaction on the grindability and fuel characteristics of forest biomass. Bioresour. Technol., 102: 1246-1253.
- Medic, D., M. Darr, A. Shah, B. Potter and J. Zimmerman, 2012. Effects of torrefaction process parameters on biomass feedstock upgrading. Fuel, 91: 147-154.
- Mainkaew, A., A. Pattiya and S.N. Jansri, 2023. Optimization of elephant dung green fuel briquette production using a low-pressure densification technique and its characterizations, and emissions. Bioresour. Technol. Rep., 21.
- Cahyanti, M.N., T.R.K.C. Doddapaneni and T. Kikas, 2020. Biomass torrefaction: An overview on process parameters, economic and environmental aspects and recent advancements. Bioresour. Technol., 301.
- Gul, S., N. Ramzan, M.A. Hanif and S. Bano, 2017. Kinetic, volatile release modeling and optimization of torrefaction. J. Anal. Appl. Pyrolysis, 128: 44-53.
- Li, H., X. Liu, R. Legros, X.T. Bi, C.J. Lim and S. Sokhansanj, 2012. Pelletization of torrefied sawdust and properties of torrefied pellets. Appl. Energy, 93: 680-685.
- Adegoke, S.O., A.A. Adeleke, P.P. Ikubanni, C.T. Nnodim, A.O. Balogun, O.A. Falode and S.O. Adetona, 2021. Energy from biomass and plastics recycling: A review. Cogent Eng., 8.
- Lasode, O.A., A.O. Balogun and A.G. McDonald, 2014. Torrefaction of some Nigerian lignocellulosic resources and decomposition kinetics. J. Anal. Appl. Pyrolysis, 109: 47-55.
- Arteaga-Pérez, L.E., C. Segura, D. Espinoza, L.R. Radovic and R. Jiménez, 2015. Torrefaction of Pinus radiata and Eucalyptus globulus: A combined experimental and modeling approach to process synthesis. Energy Sustainable Dev., 29: 13-23.
- Pimchuai, A., A. Dutta and P. Basu, 2010. Torrefaction of agriculture residue to enhance combustible properties. Energy Fuels, 24: 4638-4645.
- Kartal, F. and U. Özveren, 2022. Prediction of torrefied biomass properties from raw biomass. Renewable Energy, 182: 578-591.
How to Cite this paper?
APA-7 Style
Segun,
B.R., Olorunnisola,
A.O., Omoniyi,
T.E., Onilude,
M.A. (2024). Development and Performance Evaluation of a Low-Cost Batch Torrefaction Reactor. Trends in Applied Sciences Research, 19(1), 61-71. https://doi.org/10.3923/tasr.2024.61.71
ACS Style
Segun,
B.R.; Olorunnisola,
A.O.; Omoniyi,
T.E.; Onilude,
M.A. Development and Performance Evaluation of a Low-Cost Batch Torrefaction Reactor. Trends Appl. Sci. Res 2024, 19, 61-71. https://doi.org/10.3923/tasr.2024.61.71
AMA Style
Segun
BR, Olorunnisola
AO, Omoniyi
TE, Onilude
MA. Development and Performance Evaluation of a Low-Cost Batch Torrefaction Reactor. Trends in Applied Sciences Research. 2024; 19(1): 61-71. https://doi.org/10.3923/tasr.2024.61.71
Chicago/Turabian Style
Segun, Bello, Raphael, Abel Olajide Olorunnisola, Temidayo Emmanuel Omoniyi, and Musiliu Ademuiwa Onilude.
2024. "Development and Performance Evaluation of a Low-Cost Batch Torrefaction Reactor" Trends in Applied Sciences Research 19, no. 1: 61-71. https://doi.org/10.3923/tasr.2024.61.71

This work is licensed under a Creative Commons Attribution 4.0 International License.