Combustion Characteristics of Briquettes Produced from Three Binders and Torrefied Gmelina arborea (Robx.) Sawdust
-
Segun Raphael Bello

Department of Agricultural and Bioenvironmental Engineering Technology, Federal College of Agriculture Ishiagu, Ishiagu, Ebonyi, Nigeria
Abel Olajide OlorunnisolaDepartment of Wood Products Engineering, University of Ibadan, Ibadan, Oyo, Nigeria
Temidayo Emmanuel OmoniyiDepartment of Wood Products Engineering, University of Ibadan, Ibadan, Oyo, Nigeria
Musiliu Ademuyiwa OniludeDepartment of Wood Products Engineering, University of Ibadan, Ibadan, Oyo, Nigeria
| Received 28 Dec, 2022 |
Accepted 16 May, 2023 |
Published 21 Jun, 2023 |
Background and Objective: Considering the energy potential of briquettes, there are several undesired harmful qualities such as intense yellow flame and smoke. Torrefaction was deemed a suitable technological solution, therefore, the study investigated the combustion properties of briquettes made from Gmelina arborea sawdust and three binders used print paper (UPP), newsprint (Np) and clay (CL). Materials and Methods: Experiments were conducted using a hydraulic press and a biomass stove. The 3 torrefied feedstock samples (TS 30, TS 45 and TS 60 min) were mixed with binders at 10, 20, 30, 40 and 50% w/w at 1.67 kPa applied pressure and 5 min residence period to produce briquettes. The results were statistically analyzed at significance level using ANOVA. Results: Briquette densities decreased with an increase in torrefaction time with strong positive correlations between densities of the same binder type, concentration and torrefaction time. An increase in binder concentration enhanced the combustion characteristics of UPP and Np briquettes positively, with significant negative effects on CL briquettes. Torrefied used printing paper briquette burns with non-luminous flame and reduced smokiness as binder concentration increases, while newsprints briquette produced excessive smokes. Briquettes produced from used printing papers at 45 min torrefaction had better performances in terms of energy values, product flammability and reduced smokiness. Clay-bonded briquettes had delayed ignition 7-10 min and failed to burn with flame, rather than by char combustion. Conclusion: Torrefaction time, binder type and concentration had significant positive effects on the combustion characteristics. Clay had poor effects on combustion characteristics.
| Copyright © 2023 Bello et al. This is an open-access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |
INTRODUCTION
Appropriate bioenergy resource development necessitates proper knowledge of biomass quality, with the ability to drive forest-based industry development, resulting in enhanced and efficient applications1. Woody biomass is gradually becoming one of the actively growing renewable material resources as society becomes more conscious of its impact on the environment and looks into eco-friendly alternatives2-4. This roughly translates to about 42 tonnes of sawdust generated from every 100 tonnes of timber5. Before now, such an enormous amount of waste is discarded, either used for landfill or as a bulking agent for compost manufacture. Pretreatment and densification of these available materials could transform and enhance their characteristics into usable forms. Because of its carbon independence, long-term viability and abundant supply, biomass is seen as a viable alternative for environmentally friendly energy production among renewable energy supplies. According to research, sawdust, a cheap and abundant lignocellulosic biomass, is a viable alternative to edible feedstock that is both environmentally and economically beneficial.
Regardless of the benefits of biomass, as enumerated by Matali et al.6 and Liu and Han7, their use as an intrinsic material in energy production has restrictions, which makes conversion operations difficult and restricts their substitution as a source of fuel used for the generation of energy8. To overcome this challenge, an appropriate technological solution to produce desirable feedstock suitable for the production of briquettes of comparable attributes to fossil fuel is required, which this study accomplished through the pretreatment of sawdust before densification. Furthermore, the use of agricultural binders in briquettes production has made them competitive in their utilization of another value-added production chain. Therefore, there is a need to explore the potential of other non-agricultural binders, such as organic paper and inorganic clay. Critical aspects of this study focused on the combustion characteristics of products produced from torrefied sawdust.
Pretreatment of biomass was introduced to improve biomass properties by the degradation of hemicellulose, lignin and cellulose, whereas the biomass retains the majority of its energy while losing water-soluble characteristics9. Torrefaction is a pretreatment process in which feedstock is roasted in a near inert (oxygen-free environment) atmosphere between 159-300°C temperature range to increase the heating value and hydrophobicity and improve its combustion characteristics10,11. Conversion of raw biomass into a high-energy-density, hydrophobic and grindable material through torrefaction is considered an appropriate practical method for commercial and household heating applications11,12. During torrefaction, drying takes place at the initial heating, followed by further heating at over 160°C during which more water is removed, resulting in the production of carbon dioxide13. Degradation of hemicellulose takes place between 180 and 270°C, during which the biomass decomposes to release moisture, volatile gases and low-energy compounds with a colour change from yellow to brown13. Tumuluru et al.14 reported that around 280°C, torrefaction becomes entirely exothermic, with increased gas production, leading to the synthesis of extraneous gases and other weighty products. Torrefied biomass has characteristics like coal, is hydrophobic, brittle and easily grindable with significant energy and market potentials8,11,12. This research work employed a suitable and less expensive material pretreatment method of torrefaction of which research experiences in Nigeria are still considerably limited compared to global research efforts despite the long-time involvement in the sector15-17. As a result, further research is needed in this field to contribute to research knowledge and avoid critical challenging questions relating to optimal conditions for biomass torrefaction and fermentation. The main objective of this work, therefore, was to investigate the effects of torrefaction and different binders on the combustion characteristics of briquettes produced from Gmelina arborea sawdust.
MATERIALS AND METHODS
Study area: The experiment was set up in Ishiagu, Ebonyi State Nigeria and lasted for 8 months from May, 2021 to December, 2021.
Feedstock and binder material selection
Feedstock material: Sawdust obtained from Gmelina arborea wood species was selected for the experiment due to its abundance within the study area, Ishiagu, Ebonyi State, Nigeria18.
Binder materials selection: The 2 types of binders were considered viz: Waste papers (combustible) and clay (non-combustible). Grigoriou19, reported that an estimated 25 to 40% of municipal solid waste generated globally every year was made up of paper and paper products, while Bot et al.20 viewed the waste paper as a viable alternative binder in both heated and less smokey briquette manufacture. Available research works had reported waste paper utilization in the production of relatively cheap and durable binder-less briquettes21.
In this study, 2 types of waste papers (used printing papers and unsold newsprints) and clay were used as binders. The used printing papers were sourced from trashed papers in offices within the institution while the newsprint materials were sourced locally from paper vendors. However, newsprint posed some economic constraints due to its competitive utilization in wastepaper recycling and car spraying activities which significantly affected its price (for example, 100 pieces of unsold newsprint cost NGN10, 000.00-NGN12, 000.00). As the wastepaper varies, so also varied the bond, hence the consideration for variation in waste paper percentages. Clay is a relatively cheap colloidal material exhibiting plastic characteristics with better mechanical properties than other base materials suitable for densification studies22. In selecting clay material, Montmorillonites, illites, kaolinites, attapulgites and sepiolites categories of clay deposits are widespread in Ebonyi State23, with Montmorillonite being the commonest category found within Ishiagu geographic location. Kaolinite deposit occurs in small quantity, therefore, Montmorillonites was selected in this research.
Experimental apparatus
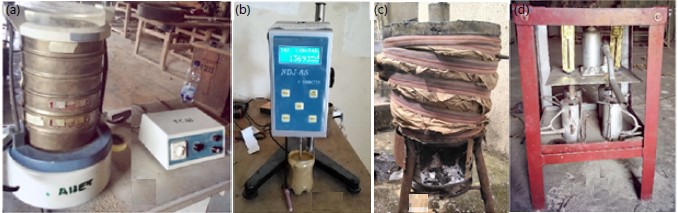
Particle-size distribution apparatus: The material particle-size distribution experiment requires a mechanical sieve shaker (Rupson vibrating sieve stack manufactured by Fritsch® Germany) with American Society for Testing and Materials (ASTM) mesh numbers 8, 12, 20, 35 and #40 with sieve aperture sizes: 2.360, 1.700, 0.850, 0.500 and 0.425 mm, respectively (Fig. 1a) to determine the weight and relative proportions of different particle sizes and an SF-400 precision electronic weighing scale (5 kg capacity and 1 g accuracy) manufactured in Zhejiang, China.
Rheological apparatus: The viscosity of the clay sample was measured using an NDJ-8S type Digital Display Viscometer Model 196N3002 manufactured by Ningbo Movel Scientific Instrument Co., Limited. China (Fig. 1b) at 12 m s–1 and the 58.5% meter mark was 1461.5 mPa.s while the pH value was measured with a DDS-307 model conductivity meter manufactured in China with a conductivity range of 0.001~2×105 μs cm–1.
Pretreatment apparatus: A locally developed batch reactor shown in (Fig. 1c) was used to torrefy the sawdust. It has two chambers (the heating chamber and the torrefaction chamber), a central chimney and a cover. The heating chamber is a 5 L capacity ventilated circular casing with an adjustable gate to regulate air exchange. The primary air intake section opens to a perforating metal base with several vents and equally opens at the upper segment of the reactor. The charcoal fuel when kindled with a fire torch ignites the feedstock with supplemental primary air inlet vents. A metal gate controls the rate of air intake into the combustion chamber for heat generation for torrefaction. The heat supply was managed by adjusting the metal gate to control hot air intake through the holes into the torrefaction chamber.
Briquetting apparatus: The hydraulic briquette press comprised a 5 tonne hydraulic jack, a square pressure plate, 4 split-cylindrical moulds with locking keys and a water drain chute. The mechanism is proportionally fitted with 2 spring balances placed adjacent to the hydraulic jack to determine the load exerted on the jack and piston (Fig. 1d).
Combustion apparatus: A two-chambered (combustion chamber and ash chamber) locally developed biomass stove lined with clay was used to burn the briquettes.
|

|
Experimental methodologies
Sawdust collection and preparation: Sample sawdust was collected from sawmills within the town of Ishiagu. From sieve analysis results, the samples were used as received without further milling after being sorted for foreign matter contents.
Torrefaction process: The sawdust samples were torrefied by roasting raw sawdust in a batch reactor Fig. 2(a-c). Dried biomass was fed into the pre-heated reactor and ignited. The air supply to the heating chamber was controlled by a metal gate and air vents were drilled around the chamber. At ignition, a 50 to 1300°C range K-type digital temperature probe manufactured by Digital Instrument, Italy was installed above the lower chamber and was used to monitor the temperature within the upper chamber. In the upper chamber, heat from the charcoal was transferred to roast the sawdust in the scarce air. At resident times of 30, 45 and 60 min24,25, the sawdust was heated to a torrefaction temperature range of 280 and 300°C. A portion of the volatile matter was released from the reactor in the form of light gases and trace amounts of pretreated organic substances that were visible as condensates on the reactor cover at a certain torrefaction residence time.
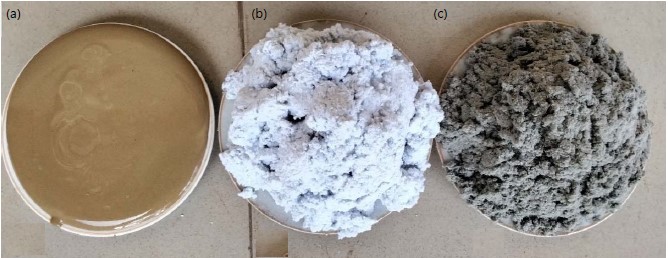
Preparation of binder materials: Waste paper (used printing and newsprint) and clay (Montmorillonite) were collected and characterized. The used printing paper (UPP) and newsprint (NP) Stocks were cut into small pieces by hand and with scissors, then soaked for days at ambient temperature in transparent plastic jars to a pulp. After draining the water, it was mechanically matched to create a uniform pulp. To further drain the wet pulp, it was compressed in a polyethene bag using a hydraulic press. The pulp was then sun-dried to stop biological deterioration. The dry pulp was used for briquetting after being processed into individual fibers in a burr mill (Fig. 3a-c).
|
The clay sample was collected from the earthen pot site at Amaeke, Ishiagu, pounded in a wooden rammer to improve the plasticity, then dissolved in water and sieved with a 400-micron sieve mesh to filter sand and organic matter residues. The fine filtrate solution was allowed to settle for about 3-5 days, then decanted to obtain a clayey suspension. The clayey suspension was sundried to obtain clay cakes, which were again ground and sieved to obtain fine clay powder (approximately 125 microns), which was then stored in polythene (to prevent moisture absorption) preparatory for utilization in briquette production.
Material-mix ratios determination: The torrefied sawdust was mixed with each binder and water at different mix ratios and compacted in a briquetting machine. The mix ratio was determined by measuring out proportions (in grams) of Gmelina sawdust and each binder to give the percentage ratio of biomass-binder mix according to Yazdani et al.26. Five percentages of binder notably i.e., 90:10, 80:20, 70:30, 60:40 and 50:50, respectively.
Briquette production: Feedstock and binder materials in mixed proportions (90:10, 80:20, 70:30, 60:40 and 50:50%) by weight for each pretreatment were used for briquette production. During production, pretreated sawdust and binder pulps were weighed and mechanically mixed in a bowl27,28 then water was added and blended to facilitate bonding in the resulting material charge which was fed into each moulding cup. Four sets of twin briquettes (designated as (AR1-8 for untreated, TB1-8 for torrefied briquettes and FB1-8 for fermented briquettes) were produced per unit operation. Before production, the mould cups and piston plates were lubricated with SAE 90, lubricant to reduce friction in production. The mixed charge was manually fed into the moulds and the piston base plate was set such that the pistons aligned on the mould cup. The jack pressure vent is securely locked and manually operated by priming the central hydraulic jack on the machine until it reaches the 45 kg load point corresponding to 169.8 kPa load pressure. The material remained under compression load for a residence time of 5 min for material stabilization, then the briquettes were ejected from the mould.
Characterization experiments: The 3 characterization experiments were carried out: Torrefied material, binder and briquette characterizations:
| • | Torrefied material characterization: Material characterization parameters determined to include the particle size distribution, particle density, geometric mean sizes and particle moisture |
|
| • | Binder materials characterization: Binder characterization experiments were carried out at the College hydraulics laboratory. Used printing paper was selected as a binder for experimentation due to its availability, low-cost of preparation, better fiber characteristics and lower lignin contents than recycled paper, which has short and weak fiber lengths, decreased strength and final product quality29-31. The fiber length of the sample pulp used was measured using sieve analysis. Newsprint basic strength properties needed for the utilization of a binder include strength, density and fiber length32. The fiber length of the sample pulp used was measured using sieve analysis. Some deformation characteristics of clay suspension such as pH, viscosity and yield point are essential characteristics measured to determine clay performance. Rheological experiment API RP-13B Standard procedures were employed at the laboratory to determine the clay’s rheological properties |
|
| • | Briquette characterization: Briquette characterization tests carried out using scientific standard testing methods and analysis include physical, mechanical and combustion tests. Measured variables include, density, compressive strength, durability, water absorptivity, shatteringand abrasion resistance. The methods employed in the measurement of these variables are summarized by Muazu and Stegemann33 |
Briquette chemical characteristics: Important parameters that affect the performance of briquettes include moisture content, volatile matter content, ash content, fixed carbon content, calorific value and elemental compositions. The moisture content was determined according to ASTM D3173 protocol by establishing loss in material weight when 5 g of briquette is subjected to 105°C for 1 hr. According to Nhuchhen and Afzal8, a triplicate oven-dried sample was weighted and moisture calculated using Eq. 1:
| (1) |
where, mi is initial mass before drying and mf is final mass after drying.
Other parameters were evaluated by conducting proximate and ultimate analyses of the material.
Proximate analysis: The proximate analysis experiment was carried out according to the procedures presented by Nhuchhen and Afzal8. The following constituents were determined in proximate analysis:
| • | Volatile matter (VM): | Volatile matter is that component of the carbon converted to gaseous phases when the briquette is heated and is vital to the determination of briquette ignition and thermos chemical reactions. The volatile matter establishes the loss in weight due to the heating of the briquette sample under controlled conditions. Weighed dried briquette sample was kept in a covered crucible and placed in a muffle furnace at 550°C was allowed to be heated for about 6 min and then cooled first in the air then inside desiccators and weighed again. Each test was performed in triplicate and the average loss in weight of the sample (on a dry basis) represents the volatile matter on a percentage basis8: |
| (2) |
| • | Ash content: | The ash content is determined according to ASTM D5142-02. The ash content was established by weighing 5 g of oven-dried pieces of briquette into a porcelain crucible and placed in a furnace at 575°C for 3-4 hrs to burn to white ash. After combustion, the samples were allowed to cool to room temperature in desiccators to prevent moisture absorption and their weight was measured. The experiment was replicated for 3 test samples. The ash content was determined according to Eq. 3 presented by Nhuchhen and Afzal8: |
| (3) |
| • | Fixed carbon content: |
| (4) |
where, Fc is the % weight of briquette sample fixed carbon, Vm is the (wt. %) sample volatile matter, M is the sample moisture and A is the sample (wt. %) ash content.
| • | Briquette heating value: |
| (5) |
Ultimate analysis: The determination of the elemental composition of the briquette was based on the ultimate analysis estimated at a 95% confidence level using model Eq. 6-8 developed by Parikh et al.35:
| (6) |
| (7) |
| (8) |
Briquette combustion tests and characteristics
Briquette ignition and burn characteristics: To evaluate the briquette ignition performance, single briquettes resting on a wire gauze were ignited with supplemental fuel (kerosene) added to support ignition and the flame heights were measured.
Ignition time: Briquette ignition time and flame spread properties were determined following ASTM-E1321-13 standard test method. Each briquette was ignited by placing it on a platform 4 cm directly above a burner to ensure the entire lower surface of the briquette was ignited simultaneously. Proper ignition was required before the ignition time was recorded using a stopwatch.
Briquette burn rate (BR): The method of mass losses measured at intervals until approximately 5% of its initial total mass was remaining) according to Onuegbu et al.36 was used to determine the burn rate at a specific time using the expression (9) developed by Yan and Fujita37:
 |
(9) |
where, BR is burn rate (kg hr–1) wi is initial weight (kg), wf is final weight (kg), T is duration of burning briquette (hr), m is briquette moisture content (%).
Briquette normalized burn rate (NBR): The normalized burn rate is the mass reduction of briquette when burning in the air or on a stove. This combustion characteristic is essential to briquette optimization for particular stoves and cooking situations. Predicting the normalized burn rate of the briquette, the form of the model used by Yan and Fujita37 in Eq. 10 was used:
| (10) |
where, x is the density in kg m–3, B is frequency factor dependent on time (hrs) required to burn briquette, β is least-squares t constant determined for each briquette using Eq. 10.
Briquette combustion characteristics in the stove: Water boiling test (WBT) and controlled cooking test (CCT) were carried out under a controlled atmosphere to determine both analytic and approximate data about the briquettes’ performance in a stove. The procedures were described as follows.
Water boiling test (WBT): During the WBT, the time required to bring the temperature of the water in the pot to 100°C was compared. To conduct water-boiling tests, a known weight of water was added to a pot and heated to a boiling point in an enclosed environment where the wind did not affect the fuels' combustion. Temperature data was taken at atmospheric pressure using a 0-360°C range mercury in glass thermometer manufactured in India at 5 min intervals until the water boils, maintaining a constant burning throughout the experiment. After that, the pot was taken off the heat and the weight of the residual water, char and final water temperature were all measured. For analysis, a controlled experiment was set up in the open air.
Controlled cooking test (CCT): The method reported by Ayaz et al.38 was adopted to perform the CCT experiment. Raw rice (Oryza sativa) and yam (Discorea rotundata) were boiled with a known weight of briquette samples in the stove chamber. The time taken to cook food was measured by a digital Samsung stopwatch, while the final mass of the cooked product was measured using the SF-400 weighing scale. In addition, the amount of fuel left over after cooking was measured using the weighing scale. Cooking rice with various briquettes was repeated in the experiment. The following derived variables are necessary for the CCT experiment:
Fuel consumed (fcm): The mass of wood consumed in bringing water to boiling point, measured by the difference between the initial briquette weight and the briquette remaining after the test.
| • | Specific fuel consumption (SFC): | The SFC referred to as the fuel-to-food ratio is the ratio of the amount of briquette equivalent used to complete an activity (i.e., cooking, boiling, etc.) to the task’s weight, which is represented by Bot et al.20 as: |
| (11) |
| • | Time spent in cooking food (hr kg–1): | Ratio of time spent in actual cooking to the total weight of the cooked food represented by Bot et al.20: |
| (12) |
| • | Stove thermal efficiency (ηth): | This is the ratio of work done when the briquette is burnt to raise the temperature of the water, calculated using Eq. 1338: |
| (13) |
where, ηth is thermal efficiency (%), wwi is initial weight of water boiled (kg), wwf is final weight of water boiled (kg), Cpw is specific heat capacity of water (4.19 kJ kg–1 °C), Tf is final temperature of water boiled (°C), Ti is initial temperature of water boiled (°C), L is latent heat of vaporization of water at 100°C and 105 Pa (2257 kJ kg–1), F is burn rate (kg hr–1), h is briquette heating value (kJ kg–1) and t is total time taken to burn fuel (hr).
Statistical analysis
Experimental design and statistical analysis: Multilevel factorial designs of were adopted for briquette production in this study according to Muazu and Stegemann33. The 3 replicate samples of mean data obtained were analyzed to determine the chemical and combustion characteristics. The effects of the interactions of each variable were estimated by ANOVA at significance level according to Singh et al.39.
To compare the influence of the binder and process factors on the briquette qualities, IBM SPSS PC Version 20.0 software was used. On the basis of duplicate samples, the statistical effects of the factors and their interactions on the responses were assessed. The results from the studies were analyzed using 4 statistical models: Descriptive statistics, Analysis of Variance (ANOVA), correlation and multiple linear regression analysis at the same level of significance.
RESULTS AND DISCUSSION
Description of untreated G. arborea sawdust: The particle size distribution, geometric mean length, particle density and particle moisture has been presented in Bello et al.40. The qualities of torrefied sawdust were evaluated by three main factors, weight loss, mass yield and energy yield40. Figure 4 showed samples of the three replicate materials produced at 3 residence times and of 30 min (mild torrefaction), 45 min (intermediate) and 60 min (severe torrefaction) at and temperature of 250. The details of the proximate and ultimate analysis of samples have been extensively reported40.
Briquette production
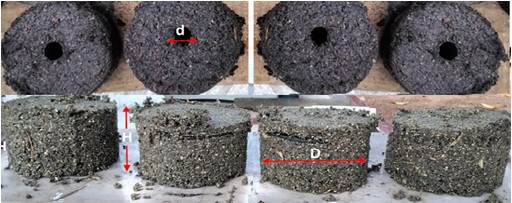
Briquette quality: The representative samples of briquettes (Fig. 5) are cylindrical, stable with no apparent cracks and have a mean internal and external diameter of 15 and 80 mm, respectively. With the exception of samples with a binder content of 90:10 ratios, which are delicate and easily crumble under moderate pressures. This showed that low binder concentrations significantly affect briquette stability, which could also be consequential on the quality and combustion characteristics. Quality examination after 7 days of approximately 6 hrs of sun-drying per day, the briquettes can be stacked for transportation without physical damage. This result showed that the briquettes reached equilibrium moisture faster and only cure for the remaining 13-21 days was recommended for briquettes before the determination of their relaxed density. These quality characteristics agreed with the report of Bot et al.20, on briquetting coconut fiber and paper waste binders.

|
|

|
Briquette colour: Briquette samples produced from mixtures of torrefied sawdust and UPP, NP and CL binders at 5 binder levels and selected optimum operating pressure of 1.67 kPa found suitable for low-pressure briquettes production was shown in Fig. 6(a-c). The colour of briquettes produced from various binder concentrations varied from deep brown colours (for higher clay concentrations) to different shades of black and brownish colourations, depending on the proportion of binder concentration. The torrefied briquette colours varied from dark to light grey for all paper briquettes while the clay torrefied briquettes have a light yellowish colour for low binder concentrations and which turned darker for briquettes with high percentage concentrations. The colour variations are largely influenced by binder concentration. A subjective visual observation revealed that the higher the binder concentration, the more attractive the briquettes.
Briquette chemical characteristics
Briquettes equilibrium moisture content (EMC): Equilibrium moisture content (EMC) is the moisture content at which briquettes neither gained nor lost moisture when exposed to drying air. The equilibrium moisture contents for torrefied briquettes are (5.02-10.2%) for used printing paper briquettes, (05.04-10.22%) for newsprint briquettes, (4.85-10.29% dry basis) for clay briquettes and dry basis, respectively (Table 1). The moisture content increased as binder concentration increased, reaching the optimum at 50%. In addition, it can also be established from the results that equilibrium moisture content decreases with an increase in torrefaction time with the least EMC at 10% binder concentration. These levels were within the acceptable range of equilibrium moisture contents for good storability, which is less than 18%41,20.
From these results, the EMC for all the briquettes was found within the range of values reported in the literature. The practical implication of this is that high EMC will negatively affect the mechanical and combustion performances of briquette42,43.
Proximate and ultimate analysis tests were used to evaluate the percentage compositions of the chemical elements in each briquette and the results were presented and discussed as follows.
Briquettes proximate and ultimate analysis
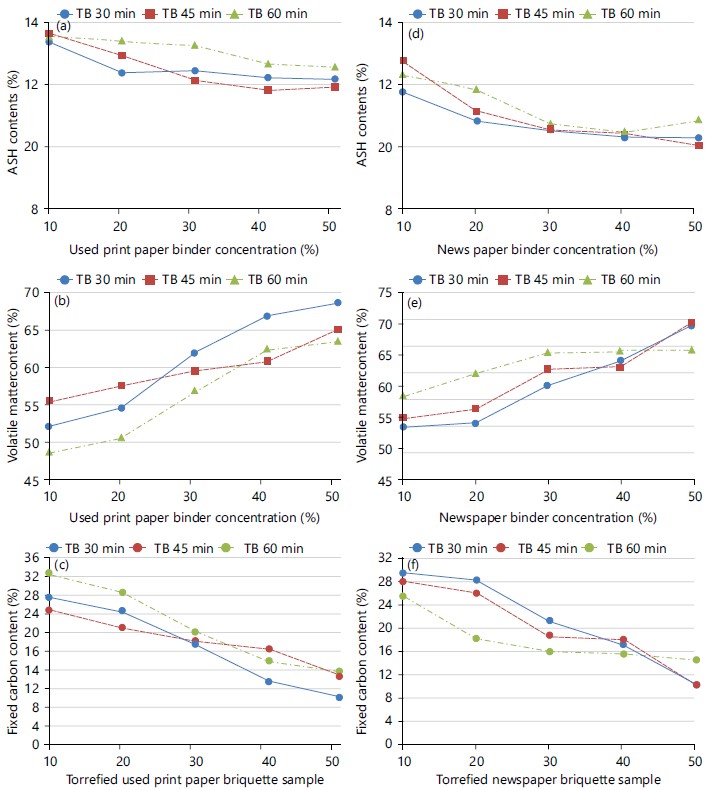
Proximate analysis: The proximate (% ash, VM, FC), ultimate (elemental composition) and heating values of briquette samples are shown in Table 2(a, b) and the graphic representation was shown in
Fig. 7(a-f). The table equally showed the derived values of the fuel ratio and the atomic ratios (H/C and O/C) and heating values for each briquette. The proximate analysis showed that briquettes of used printing paper have lower VM and higher FC than the newsprint briquettes. These results are higher than those obtained by Majumder et al.44. The ash content expressed in percentage implied the amount of material remaining after biomass material had been burnt The ash contents of torrefied used printing paper briquettes range from (13.10-14.0%), for newsprint, its value range from (10.95-15.01%). These values are favorably comparable with good quality briquettes45,46. For example, Faizal et al.45 recommended a maximum value of 4% and DIN 51731 recommended a minimum value of 0.7%. However, Guusu et al.46 justified high ash values that the biomass and binder materials used have different attributes and process conditions.
| Table 1: | Equilibrium moisture contents for briquettes | |||
Briquette EMC (%) |
||||
| Binder ratio (%w/w) | Used printing paper |
Newsprint |
Clay |
Briquette treatments |
6.32 |
5.92 |
6.61 |
30 min TB |
|
| 90:10:00 | 5.21 |
4.85 |
5.59 |
45 min TB |
5.02 |
4.34 |
5.62 |
60 min TB |
|
7.58 |
7.51 |
7.72 |
30 min TB |
|
| 80:20:00 | 7.2 |
7.12 |
7.3 |
45 min TB |
7.01 |
6.93 |
7.18 |
60 min TB |
|
8.82 |
8.81 |
8.93 |
30 min TB |
|
| 70:30:00 | 8.64 |
8.62 |
8.69 |
45 min TB |
8.57 |
8.5 |
8.62 |
60 min TB |
|
9.19 |
9.14 |
9.27 |
30 min TB |
|
| 60:40:00 | 9.13 |
9.1 |
9.16 |
45 min TB |
9.09 |
9.05 |
9.12 |
60 min TB |
|
10.02 |
10.26 |
10.29 |
30 min TB |
|
| 50:50:00 | 10.12 |
10.14 |
10.21 |
45 min TB |
10.11 |
10.13 |
10.23 |
60 min TB |
|
| EMC: Equilibrium moisture content | ||||
| Table 2a: | Mean values of proximate and ultimate analysis performed on briquettes | |||
Proximate analysis |
||||||
| Binder | Briquette treatment |
Ash (%) |
VM (%) |
FC (%) |
MC (%) |
HHV (MJ kg–1) |
| Used printing paper | 30 |
13.1 |
58.57 |
20.35 |
7.98 |
16.2 |
45 |
13.52 |
59.6 |
18.82 |
8.06 |
15.82 |
|
60 |
13.4 |
56.23 |
22.41 |
7.96 |
16.56 |
|
| Newsprint | 30 |
12.16 |
60.03 |
19.48 |
8.33 |
16.13 |
45 |
10.41 |
61.19 |
20.44 |
7.97 |
16.66 |
|
60 |
11.61 |
63.12 |
13.68 |
8.13 |
15.79 |
|
| VM (%): Percentage volatile matter, FC (%): Percentage fixed carbon, MC (%): Percentage moisture content and HHV: Higher heating value | ||||||
| Table 2b: | Mean values of proximate and ultimate analysis performed on briquettes | |||
Ultimate analysis |
|||||||
| Binder | Briquette treatment |
C |
H |
O |
H/C |
O/C |
Fuel ratio |
| Used printing paper | 30 |
39.61 |
4.69 |
34.06 |
0.14 |
0.95 |
0.32 |
45 |
39.11 |
4.67 |
34.09 |
0.15 |
0.95 |
0.35 |
|
60 |
39.86 |
4.65 |
33.58 |
0.13 |
0.96 |
0.4 |
|
| Newsprint | 30 |
39.73 |
4.74 |
34.5 |
0.11 |
0.97 |
0.32 |
45 |
40.86 |
4.86 |
35.34 |
0.14 |
0.95 |
0.33 |
|
60 |
39.64 |
4.8 |
35.26 |
0.09 |
0.98 |
0.37 |
|
|
The briquettes with the highest value of 75.49, at 50% binder level for newsprint briquettes and the least volatile matter was recorded for 60 min torrefied briquette (TB) at 44.76 at 50% binder level. This implied that briquettes burn with non-luminous flame and are more suitable for combustion47. The highest volatile matter contents were recorded at higher binder levels while the least values occurred at lower binder levels. These results reveal that volatile matter increased as binder concentrations increased and reduced as binder concentrations decreased. These observations agreed with Brand et al.47.
In a fuel, fixed carbon refers to the amount of carbon accessible for char burning48. The amount of carbon available for combustion in each briquette is expressed by its percentage fixed carbon48 and showed the amount of char that was still present after the torrefaction phase, which affects its thermal properties. Charts showing the percentage fixed carbon values of briquettes for used printing paper and newsprint binders were shown in Fig. 7. From the charts, fixed carbon contents decreased as binder concentration increases This finding might be explained by the fact that binder ingredients are made from wood-based biomass and it can equally be adduced to the variability of pretreatment conditions during torrefaction. Furthermore, torrefied briquettes produced at lower binder ratios and torrefaction time less than 45 min have higher fixed carbon than those produced at higher binder levels and >than 45 min. The fixed carbon decreased as the binder level increased for used printing paper briquettes while it decreased with an increase in binder ratio for newsprint briquettes and inversely so for fermented used printing paper and newsprint briquettes. This situation can only be explained by variations in binder material properties. These outcomes were compared favorably with the reports of Ferronato et al.43 and Taylor et al.48.
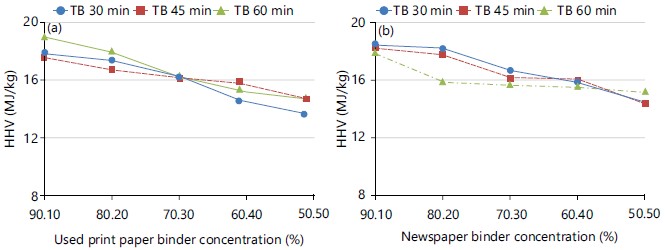
A graphical description of the HHV values of used printing paper and newsprint briquette samples at different binder concentrations. The higher the heating value of a fuel, the more energy potential is available in a given mass of that fuel15. TB 60 min has the greatest HHV of 16.56 MJ kg–1 for the printing paper briquette sample, whereas TB 45 min has the highest HHV of 16.66 MJ kg–1 for newsprint briquettes. From these results, the highest heating value for used printing briquettes is found to be lower than the values reported in Chow and Lucas15 for heartwood of Gmelina arborea (Roxb) as shown in Fig. 8(a, b). A comprehensive analysis of the proximate elements and calorific values for every category of briquettes showed that fixed carbon improved the HHV while the volatile matter had the opposite effect, i.e., HHV of fuel increased with a decrease in the volatile matter and increased with fixed carbon. This statement could be explained by the fact that the energy requirement in burning low volatile matter content is lesser. This finding was consistent with the report of Onuegbu et al.36 experiments conducted on elephant grass and Imperata cylindrica with a blend of coal.
Effects of fuel ratio on briquette quality: To enhance the standard of the briquettes produced, the fuel ratio was examined8. The fuel ratio increased with increased torrefaction time for used printing paper (i.e., TB 30 min = 0.32, TB 45 min = 0.35 and TB 60 min = 0.40) and similar trends were observed for torrefied newsprint briquettes (i.e., TB 30 min = 0.32, TB 45 min = 0.33 and TB 60 min = 0.37), respectively. Used printing papers have the highest fuel ratio of 0.40 under severe torrefaction treatment compared with 0.32 for mild torrefaction briquettes. These findings complemented18 reports on the torrefaction of teak and gmelina woods.
|
Ultimate analysis of briquettes: As treatment conditions (duration) and binder concentration increased, the elemental compositions of all briquettes correspondingly increased. The results showed that newsprint briquettes have higher oxygen and hydrogen contents (H = 4.65-4.86 and O = 33.58-35.34) than the used printing paper briquettes (H = 4.73-4.93 and O = 35.55-36.88%). This implied that newsprint briquettes have the highest carbon contents and least oxygen content implying that used printing paper briquettes should produce less smoke than newsprint briquettes. It can be inferred that torrefied used printing paper briquettes have better ultimate characteristics.
H/C and O/C atomic ratios: The atomic ratios (H/C and O/C) were evaluated in Table 1 to predict the capability of each fuel to produce heat. The H/C and O/C atomic ratios obtained for torrefied briquettes are in the range of (0.11-0.15) and (0.95-0.98), respectively. These values were in the same range as values obtained by Nhuchhen and Afzal8. A comparable decrease from >0.6 to<0.3 for O/C atomic ratio was reported by Balogun et al.17 for woody and non-woody biomass. These ratios were observed to be lower than other types of fuel18,49,50. The HHV of briquettes is not significantly affected by the H/C and O/C ratios However, comparable findings might be made when evaluating biomass without binder addition.
Briquette combustion characteristics
Briquette ignition and burning characteristics: Each briquette was burned in free air and in a stove, respectively, to test the impacts of various process variables including ignition time, burn rate, flame propagation, etc. To accomplish this, each briquette from a variety of treatments and binder concentrations was placed on a steel wire mesh resting on a hollow dish that enabled unobstructed airflow underneath and around the briquette when lit (Fig. 9a-f).
Ignition time: Observed self-ignition time for used printing paper and newsprint ignition time was shorter (3-5 min) than torrefied clay briquettes (7-10 min). After the self-ignition time, all categories of briquettes burn with a steady luminous flame that spreads swiftly for 10 to 15 min before decaying. Oyelaran et al.51 reported that flame propagation in briquettes depended on feedstock material properties and briquette density. This statement could be said to explain the rapid flame spread and brief burning duration observed in this work. However, only the 90:10% binder ratio clay briquettes could be ignited with luminous flame not sustained beyond 2 min before it goes out and burns by char combustion (glow) for about 40 min. The observed delay in clay briquette ignition was due to the non-combustibility of fine clay particles that filled the biomass matrix which eliminated oxygen required to support burning. This observation suggested that low clay-content briquettes are not suitable for domestic cooking but could be used for massive industrial heating.

|
Flame propagation: The observed stages of flame propagation and burning correspond to the three phase-burning stages of briquettes reported by Yan and Fujita37. During the pre-ignition period, the yellow flame propagation from each briquette was measured, as shown in (Fig. 9a-f). As the luminous flame spread around the briquettes, smouldering within the central hole expanded into a mixture of yellow flame at the periphery and swirling blue flame around the center hole, resulting in a rapid increase in flame height. As the briquette disintegrated, the flame propagated into a dazzling white flame at the height of burning, then transitioned into a glowing flame around the briquette. The flame rapidly degraded into char combustion and burnout as the volatile materials burned. Except for clay briquettes, all briquettes produced from used printing paper and newsprint had these qualities.
Briquette smoking: Briquette smokiness is dependent on the amount of volatile matter and oxygen present. From experimental observation, more smoke is produced by briquettes with more volatile ingredients and oxygen than by those with less. The amount of volatile matter, oxygen and hydrogen in briquettes determined how smoky they were. Briquettes with more volatile matter and oxygen produce more smoke than those with less volatile matter and oxygen. Therefore, from the experimental reports, used printing paper briquettes have lower VM and oxygen contents than the newsprint briquettes, hence their smokiness was reduced during the experiment compared with newsprint. All used printing paper and newsprint briquettes produced smoke at ignition with a considerable reduction in smokiness at the flaming stage, then disappeared during burning. The extent of the smokiness of each briquette reduced with torrefaction time (i.e., the TB 30>TB 45>TB 60 min) while the increase in binder concentration showed a slight increase in briquette smokiness. Smokiness in the TB 60 min briquette was not significantly different from those of TB 45 min compared with the TB 30 min briquettes. From these observations, TB 60 min used printing paper briquettes emitted the least smoke, however from an economic viewpoint, regarding the three principal variables evaluated (i.e., pretreatment conditions, binder type and concentration), 45 min torrefied used printing paper briquettes (TB 45 min) had better combustion performance than TB 30 and TB 60 min briquettes. Drawing inferences from all briquette performances, the most significant pretreatment method that considerably reduces smokiness in briquette is a mixture of moderate torrefaction (i.e., 45 min) and used printing paper.

|
Effect of the central hole on temperature profile: The introduction of a central hole in cylindrical briquettes has been reported to have comparative advantages to solid cylindrical or rectangular (slabs) briquettes of the same A/V ratio. Central holes are known to improve combustion characteristics37,52 and encourage efficient burning due to the draft created by hole37. Another significant observation with all the briquettes was that heat distribution across the surface of the briquette was higher around the central holes of each briquette during burning. Briquette performance characteristics in a stove.
Briquette ignition and burning time in a stove: Used printing and newsprint briquettes have good flame propagations Fig. 10(a-d) and took approximately 14.46 min to burn 137.33 g of 30 min TB made from used printing paper and newsprint to raise the temperature of 1.4 kg of water from 30 to 90°C centigrade. It took a shorter time (13.32 min) to raise the temperature of 1.34 kg of water from 30 to 90.8°C by burning 140.45 g of 45 min-TB fuel, whereas it took 13.32 min to burn 137.44 g and 140.45 g in raising the temperature of 1.3 kg of water from 29 to 98 and 39.98 to 93.9°C by burning 60 min-TB and 45 min-TB briquettes, respectively. Clay briquettes have longer ignition time and poor flame burning at a 10% binder ratio, however when ignited, it burns majorly by char combustion. At binder ratios higher than 10%, the briquettes failed to ignite due to the high proportion of clay. This report agreed with the report of Onchieku et al.53 that ash contents of clay briquettes are very high and compact, Otieno and Otieno54 reportedly supplemented clay briquettes with clay charcoal briquettes produced at a 5:2 binder ratio in Jikos charcoal stove-filled up to halfway with pure charcoal. Onchieku et al.53 reported very high ash contents (90.1%) for clay briquettes produced from a mixture of molasses, clay and bagasse in the proportion 1:2:20. At lower binder concentration of 1:1:40, the ash content was reduced. These reports concluded that clay briquettes have poor combustion characteristics when burn in isolation.
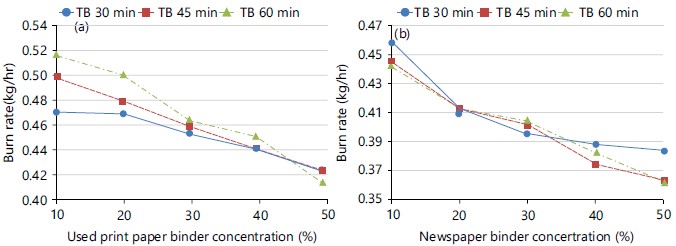
Water boiling test (WBT): The briquettes’ performances were evaluated water boiling test, to determine the burn rate and thermal efficiency. Fig. 11(a, b) showed the graphical representation of the table values for various briquettes. It was observed that briquettes produced high burn rates at lower binder concentrations (0.509-0.60 kg hr–1) and decreased as the binder ratio increased. In addition, an increase in binder concentrations above 30% does not have significantly reduced effects on the burn rate. Comparatively, torrefied used printing paper briquettes have higher burn rates (0.47-0.52 kg hr–1) than newsprint briquettes (0.44-0.46 kg hr–1) with better-burning characteristics such as reduced smokiness and lower ash contents. From these observations, it can be inferred that used printing paper briquettes with lower consumption rates has better combustion performance than NP briquettes and binder concentrations >30% do not significantly increase the briquette burn rate for all briquettes. NP briquettes burn rates increased with an increase in torrefaction time while they decreased with used printing paper briquettes as torrefaction time increased. This implied that less quantity of used printing paper will consume at higher torrefaction time than newsprint briquettes. It can be concluded that torrefied used printing paper briquettes have lower burn rates when compare with newsprint and hence better combustion performance.
|
Burn rate characteristics for clay briquettes could not be adequately determined at higher binder ratios due to the poor ignition and short flame burning duration before reaching the char combustion phase. From these observations, it can be inferred that the combustion properties of clay briquettes were grossly affected by clay non-combustible properties and excess clay contents. An exponentially fitted trend line of normalized burn rates against binder concentrations was shown to ascertain the impacts of density on burn rates and predict briquette performance and equations for each curve to determine normalized burn rate at different binder concentrations. The normalized burn rates (NBR) and briquette density (x) were satisfactorily suited by the following exponential formulas:
| • | Torrefied used printing paper briquettes: |
| • | Torrefied newsprint briquettes: |
Briquette mass reduction: The mass reduction of each briquette was performed to determine the rate at which each briquette mass decayed as it burn. Each briquette was ignited in free air and the mass reduction was recorded till the briquette mass had been reduced to between 3-5% of its initial weight graph of mass reduction plotted against the duration of burning was shown in Fig. 12, at the 5% level of significance. It is evident that clay briquettes had the least mass reduction curve, while newsprint briquettes had the highest mass reduction. Used printing paper briquettes showed slightly lower mass reduction compared with newsprint briquettes. Briquette mass and binder concentration could account for more than 81% (R2) of each normalized curve were found to be higher than 0.81. This finding supports the assertion made in the report by Yan and Fujita37 that the number of briquettes burned has no impact on the rate at which briquettes reduce in mass. To predict the interactions between mass reduction for material pretreatments, binder concentrations and density, the following exponential functions and R2 values provided a satisfactory fit and the following models were obtained for each treatment.
Each model can be used in the optimization of briquette combustion performance.
| • | Torrefied used printing paper briquettes: |

|
|
| • | Torrefied newsprint briquettes: |
By implication, higher-density briquettes consume less fuel than lower-density briquettes. However, clay briquettes at 10% binder concentration had relatively small variations in mass reduction. At 20% binder concentrations and above, the briquettes practically failed to ignite at kerosene burnout. Further, it took a longer observed duration of char combustion for clay briquettes to reach the burnout time than other types of binder briquettes. Each briquette did not expand or dissolve like most low-density briquettes, but instead retained its same shape, allowing it to burn for longer periods of time. This shows that clay briquettes may be more suitable for industrial applications than for residential use. The greater volatile matter content of fermented briquettes could explain this observation.
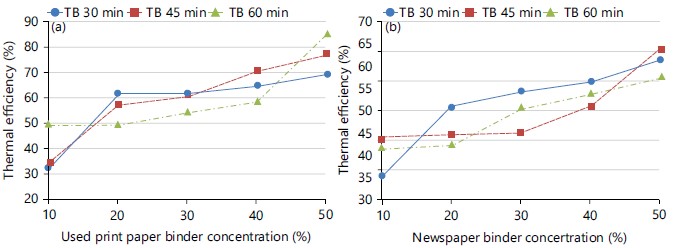
Stove thermal efficiency: An evaluation of the thermal capacity can be made by noting the time and briquette heat capacity during the burning of a known quantity of briquette samples in the stove during a water boiling test (Fig. 13a, b). The mean thermal efficiencies obtained for briquettes at 30, 45 and 60 min of torrefaction are used printing paper (57.80, 59.85 and 58.92%) and newsprint (51.93, 49.67 and 49.31%), respectively. Used printing paper briquettes have higher thermal efficiencies while thermal efficiency increased with an increase in binder concentration and torrefaction time. Torrefaction time does not significantly affect the thermal efficiency irrespective of binder type. These findings concluded that binder type and concentration had significant effects on thermal efficiency.
Stove performance and control cooking tests (CCT): The time spent in cooking, specific fuel consumption and fuel consumption rates of briquettes were evaluated. The time taken to burn specific measured weights of briquettes ranged from 32 to 39 min. The relative time spent cooking 1 kg of yam and rice is not significantly different (minimum 0.53/0.31 hrs) and (maximum 0.62/0.34 hrs) for each briquette.
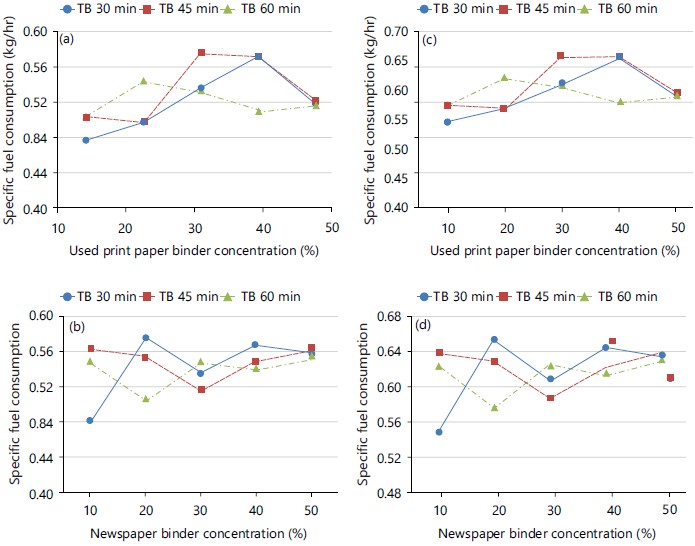
Specific fuel consumption: The stove’s specific fuel consumption (SFC) was evaluated by cooking 0.206 kg of rice and 0.175 kg of white yam in the stove. With increasing binder concentration, the stove-specific fuel consumption (SFC) for each briquette increased. Used printing paper briquettes have the highest mean value of 0.581 and 0.575 for NP briquettes cooking rice respectively. When SCF values were compared to binder concentrations, there was a decrease in SFC values for all torrefied used printing paper and newsprint briquettes, however, there were no significant differences in SFC values at lower binder concentrations. This suggested that the loss in SFC value could only be linked to the high binder concentrations. As the binder concentration increased, the SFC values for briquettes increased. These findings suggest that binder concentration has a greater impact on fuel briquette SFC than torrefaction time. This conclusion has the practical relevance that fewer briquettes would be needed to cook a specific amount of food on a briquette burner. In a market with equal levels of competition, 45-min torrefied UPP briquettes will be more popular because of their lower manufacturing costs, reduced smokiness and SFC qualities, as shown in Fig. 14(a-d). This observation matched the scenario given by Olugbade et al.55 in their extensive study of the combustion properties of various agricultural waste and sawdust.
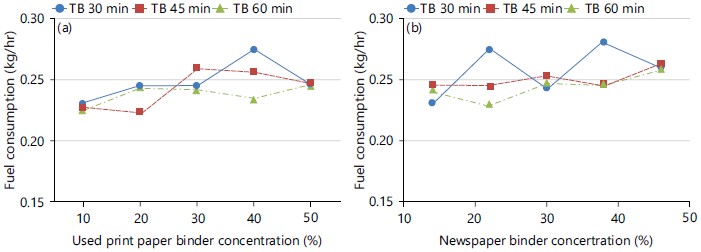
Fuel consumption rate: The fuel consumption rate is an indicator of the number of briquettes burnt per unit of time in cooking a specific quantity of food. The fuel consumption rate performance for cooking
|
|
206 kg of rice was evaluated and the results are shown graphically in Fig. 15(a-b). From experimental results, fuel consumption rates increased with an increase in binder contents. A slight increase was observed for UPP and NP briquettes at lower binder concentrations, which increased significantly as concentration increased. TB 60 min briquettes tended to have lower fuel consumption rates while TB 30 min briquettes have the highest rates, these implied that more TB 30 min fuels were consumed in cooking and less TB 60 min for cooking the same quantity of food. UPP TB 45 min briquettes have higher fuel consumption rates than NP briquettes, however, at higher binder ratios, their rate of consumption is relatively equal. This implied that both fuels have similar FCR characteristics. From these observations, TB 45 min briquettes are as good as TB 60 min briquettes. It can therefore be inferred that UPP TB 45 min briquettes are economically preferred due to time-saving in material processing.
CONCLUSION
The primary objective of this work to study the effects of torrefaction and binders on the combustion characteristics of briquettes produced from G. arborea was achieved with the following conclusions. The binder materials (used printing paper, newsprint and clay) are locally available not create any economic competition compared to other agricultural binders. Briquette performance was optimum at binder concentrations between 20 and 40%. No significant improvement in briquette performance was produced at 50% binder concentration over those produced at 30%. Torrefied used printing paper briquettes has improved combustion performances (energy value, smoke generation, flame propagation, normalized mass reduction, burn rate, etc.) over newsprint briquettes. Among the torrefied briquettes, the best combustion performance was observed in briquettes produced at 45 min of torrefaction time (both for UPP and NP briquettes). All the clay briquettes exhibited poor combustion characteristics in free air and stove experiments, burning essentially by char combustion with long pre-ignition time and high ash contents, therefore not suitable in low thermal applications such as domestic cooking. However, their utilization in furnace heating may be at the expense of a high percentage of ash contents. This could suggest clay as a non-viable binder in low-density briquette. Clay has good binding properties but poor combustion characteristics with no added heating value. From economic and combustion performance viewpoints, used printing paper has the best performance among the binders, hence the most suitable for briquetting.
SIGNIFICANCE STATEMENT
The unfavorable combustion qualities of briquettes, such as yellow flame burning and smokiness, rendered their utilization unattractive. Two possible remedies that were looked into in this study include feedstock torrefaction and proper binder selection. Based on the findings, smokiness from briquettes produced from used printing papers was significantly reduced and burned with a non-luminous flame. In contrast to clay, which burned with char combustion, newsprint briquettes generated a lot of smoke and luminous yellow flames. These findings showed that torrefied used printing paper binders had the best combustion performance, while newsprint and clay binders had poor combustion properties that are unsuitable for heat applications. This research had a positive impact on the acceptability of torrefied briquettes in domestic applications.
REFERENCES
- Álvarez-Álvarez, P., C. Pizarro, M. Barrio-Anta, A. Cámara-Obregón and J.L.M. Bueno et al., 2018. Evaluation of tree species for biomass energy production in Northwest Spain. Forests, 9: 160.
- Ohunakin, O.S., 2010. Energy utilization and renewable energy sources in Nigeria. J. Eng. Appl. Sci., 5: 171-177.
- Ajith, K.T.T., N. Mech, S.T. Ramesh and R. Gandhimathi, 2022. Evaluation of composite briquettes from dry leaves in energy applications for agrarian communities in India. J. Cleaner Prod., 350: 131312.
- Kiss, I. and V. Alexa, 2014. Short introspections regarding the sawdust briquetting as sustainable solution for the environment. Anal. Tech. Szegedinensia, 8: 72-79.
- Akhator, P., A. Obanor and A. Ugege, 2017. Nigerian wood waste: A potential resource for economic development. J. Appl. Sci. Environ. Manage., 21: 246-251.
- Matali, S., N.A. Rahman, S.S. Idris, N. Yaacob and A.B. Alias, 2016. Lignocellulosic biomass solid fuel properties enhancement via torrefaction. Procedia Eng., 148: 671-678.
- Liu, Z. and G. Han, 2015. Production of solid fuel biochar from waste biomass by low temperature pyrolysis. Fuel, 158: 159-165.
- Nhuchhen, D.R. and M.T. Afzal, 2017. HHV predicting correlations for torrefied biomass using proximate and ultimate analyses. Bioengineering, 4: 7.
- Mosier, N., C. Wyman, B. Dale, R. Elander, Y.Y. Lee, M. Holtzapple and M. Ladisch, 2005. Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol., 96: 673-686.
- Kaniapan, S., J. Pasupuleti, K.P. Nesan, H.N. Abubackar and H.A. Umar et al., 2022. A review of the sustainable utilization of rice residues for bioenergy conversion using different valorization techniques, their challenges, and techno-economic assessment. Int. J. Environ. Res. Public Health, 19: 3427.
- Adnan, M.A., M.A.H.M. Fuad and M.F. Hasan, 2017. Oxidative torrefaction for pulverized palm biomass using air. J. Teknologi, 79: 7-14.
- Basu, P., 2018. Biomass Gasification, Pyrolysis and Torrefaction: Practical Design and Theory. 3rd Edn., Academic Press, Cambridge, Massachusetts, ISBN: 978-0-12-812992-0, Pages: 564.
- Chen, W.H., B.J. Lin, Y.Y. Lin, Y.S. Chu and A.T. Ubando et al., 2021. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci., 82: 100887.
- Tumuluru, J.S., B. Ghiasi, N.R. Soelberg and S. Sokhansanj, 2021. Biomass torrefaction process, product properties, reactor types, and moving bed reactor design concepts. Front. Energy Res., 9.
- Chow, P. and E.B. Lucas, 1988. Fuel characteristics of selected four-year-old trees in Nigeria. Wood Fiber Sci., 4: 431-437.
- Lasode, O.A., A.O. Balogun and A.G. McDonald, 2014. Torrefaction of some Nigerian lignocellulosic resources and decomposition kinetics. J. Anal. Appl. Pyrolysis, 109: 47-55.
- Balogun, A.O., O.A. Lasode and A.G. McDonald, 2014. Devolatilisation kinetics and pyrolytic analyses of Tectona grandis (teak). Bioresour. Technol., 156: 57-62.
- Adeleke, A.A., J.K. Odusote, O.A. Lasode, P.P. Ikubanni, M. Malathi and D. Paswan, 2019. Mild pyrolytic treatment of Gmelina arborea for optimum energetic yields. Cogent Eng., 6: 1593073.
- Grigoriou, A.H., 2003. Waste paper-wood composites bonded with isocyanate. Wood Sci. Technol., 37: 79-90.
- Bot, B.V., O.T. Sosso, J.G. Tamba, E. Lekane, J. Bikai and M.K. Ndame, 2021. Preparation and characterization of biomass briquettes made from banana peels, sugarcane bagasse, coconut shells and rattan waste. Biomass Convers. Biomass Convers. Biorefin., 13: 7937-7946.
- Awulu, J.O., P.A. Omale and J.A. Ameh, 2018. Comparative analysis of calorific values of selected agricultural wastes. Niger. J. Technol., 37: 1141-1146.
- Gopakumar, T.G., J.A. Lee, M. Kontopoulou and J.S. Parent, 2002. Influence of clay exfoliation on the physical properties of montmorillonite/polyethylene composites. Polymers, 43: 5483-5491.
- Udeagbara, S.G., S.O. Ogiriki, F. Afolabi and E.J. Bodunde, 2019. Evaluation of the effectiveness of local clay from Ebonyi State, Nigeria as a substitute for bentonite in drilling fluids. Int. J. Pet. Gas Eng. Res., 13: 1-10.
- Akanni, A.A., O.J. Kolawole, P. Dayanand, L.O. Ajani and M. Madhurai, 2019. Influence of torrefaction on lignocellulosic woody biomass of Nigerian origin. J. Chem. Technol. Metall., 54: 274-285.
- Odusote, J.K., A.A. Adeleke, O.A. Lasode, M. Malathi and D. Paswan, 2019. Thermal and compositional properties of treated Tectona grandis. Biomass Convers. Biorefin., 9: 511-519.
- Yazdani, M.G. and M.H.H.M. Ali, 2010. Properties of briquette from agricultural waste available in Brunei darussalam and its environmental impact. J. Environ. Sci., 5.
- Okafor, I.F., 2019. Energy efficient biomass cookstoves: Performance evaluation, quality assurance and certification. Sci. J. Energy Eng., 7: 54-62.
- Kim, J., H. Choi, H.M. Rye, K.B. Yoon and D.E. Lee, 2021. A study on the red clay binder stabilized with a polymer aqueous solution. Polymers, 13: 54.
- Gorgis, I.N., H.M. Zaki and S.A. Salih, 2017. Properties of papercrete. ARPN J. Eng. Appl. Sci., 12: 7400-7412.
- Cardinale, T., M. D’Amato, R. Sulla and N. Cardinale, 2021. Mechanical and physical characterization of papercrete as new eco-friendly construction material. Appl. Sci., 11: 1101.
- Shermale, Y.D. and M.B. Varma, 2015. Papercrete: An efficient use of waste paper. Recent Trends Civ. Eng. Technol., 5: 54-59.
- Vukoje, M., S. Miljanić, J. Hrenović and M. Rožić, 2018. Thermochromic ink-paper interactions and their role in biodegradation of UV curable prints. Cellulose, 25: 6121-6138.
- Muazu, R.I. and J.A. Stegemann, 2015. Effects of operating variables on durability of fuel briquettes from rice husks and corn cobs. Fuel Process. Technol., 133: 137-145.
- Ajimotokan, H.A., A.O. Ehindero, K.S. Ajao, A.A. Adeleke, P.P. Ikubanni and Y.L. Shuaib-Babata, 2019. Combustion characteristics of fuel briquettes made from charcoal particles and sawdust agglomerates. Sci. Afr., 6: e00202.
- Parikh, J., S.A. Channiwala and G.K. Ghosal, 2007. A correlation for calculating elemental composition from proximate analysis of biomass materials. Fuel, 86: 1710-1719.
- Onuegbu, T.U., N.O. Ilochi, I.M. Ogbu, F.O. Obumselu and I. Okafor, 2012. Preparation of environmental friendly bio-coal briquette from groundnut shell and maize cob biomass waste: comparative effects of ignition time and water boiling studies. Curr. Res. Chem., 4: 110-118.
- Yan, H. and O. Fujita, 2017. Study of the transient combustion of highly densified biomass briquette (bio-coke) in an air flow. Fuel, 188: 595-602.
- Ayaz, A., J. Sajid and N. Ahmed, 2021. Performance investigation of novel improved cooking stove model for cold rural populations. Eng. Proc., 12: 86.
- Singh, R.K., A. Sarkar and J.P. Chakraborty, 2019. Effect of torrefaction on the physicochemical properties of pigeon pea stalk (Cajanus cajan) and estimation of kinetic parameters. Renewable Energy, 138: 805-819.
- Bello, R.S., A.O. Olorunnisola, T.E. Omoniyi and M.A. Onilude, 2022. Effects of binder concentrations and soaking time on combustion characteristics of briquettes produced from fermented Gmelina arborea (Roxb) sawdust and used print paper. Bioenergy Stud., 2: 31-42.
- Wamukonya, L. and B. Jenkins, 1995. Durability and relaxation of sawdust and wheat-straw briquettes as possible fuels for Kenya. Biomass Bioenergy, 8: 175-179.
- Aina, O.M., A.C. Adetogun and K.A. Iyiola, 2009. Heat energy from value-added sawdust briquettes of Albizia zygia. Ethiopian J. Environ. Stud. Manage., 2: 42-49.
- Ferronato, N., I.J.C. Mendoza, M.A.G. Portillo, F. Conti and V. Torretta, 2022. Are waste-based briquettes alternative fuels in developing countries? A critical review. Energy Sustainable Dev., 68: 220-241.
- Majumder, A.K., R. Jain, P. Banerjee and J.P. Barnwal, 2008. Development of a new proximate analysis based correlation to predict calorific value of coal. Fuel, 87: 3077-3081.
- Faizal, H.M., Z.A. Latiff and M.A.M. Iskandar, 2015. Characteristics of binderless palm biomass briquettes with various particle sizes. J. Teknologi, 77: 1-5.
- Guusu, H.I., A.O. Edeoja and J.S. Ibrahim, 2021. Investigation of some properties of bio-coal briquettes produced using beniseed (sesame seed) stalks as biomass. Curr. J. Appl. Sci. Technol., 40: 80-101.
- Brand, M.A., R.C. Jacinto, R. Antunes and A.B. da Cunha, 2017. Production of briquettes as a tool to optimize the use of waste from rice cultivation and industrial processing. Renewable Energy, 111: 116-123.
- Taylor, M.J., H.A. Alabdrabalameer and V. Skoulou, 2019. Choosing physical, physicochemical and chemical methods of pre-treating lignocellulosic wastes to repurpose into solid fuels. Sustainability, 11: 3604.
- Uddin, M.N., K. Techato, J. Taweekun, M.M. Rahman, M.G. Rasul, M.I. Mahlia and S.M. Ashrafur, 2018. An overview of recent developments in biomass pyrolysis technologies. Energies, 11: 3115.
- Fajobi, M.O., O.A. Lasode, A.A. Adeleke, P.P. Ikubanni and A.O. Balogun, 2022. Investigation of physicochemical characteristics of selected lignocellulose biomass. Sci. Rep., 12: 2918.
- Oyelaran, O.A., O. Balogun, A.O. Ambali and J.K. Abidoye, 2017. Characterization of briquette produced from tannery solid waste. J. Mater. Eng. Struct., 4: 79-86.
- Obi, O.F., R. Pecenka and M.J. Clifford, 2022. A review of biomass briquette binders and quality parameters. Energies, 15: 2426.
- Onchieku, J.M., B.N. Chikamai and M.S. Rao, 2012. Optimum parameters for the formulation of charcoal briquettes using bagasse and clay as binder. Eur. J. Sustainable Dev., 1: 477-492.
- Otieno, J. and A.C. Otieno, 2020. Adoption of clay charcoal briquetting to curb deforestation and the impacts of COVID-19 pandemic in rural areas, Kenya. Eur. J. Environ. Earth Sci., 1.
- Olugbade, T., O. Ojo and T. Mohammed, 2019. Influence of binders on combustion properties of biomass briquettes: A recent review. BioEnergy Res., 12: 241-259.
How to Cite this paper?
APA-7 Style
Bello,
S.R., Olorunnisola,
A.O., Omoniyi,
T.E., Onilude,
M.A. (2023). Combustion Characteristics of Briquettes Produced from Three Binders and Torrefied Gmelina arborea (Robx.) Sawdust. Trends in Applied Sciences Research, 18(1), 71-93. https://doi.org/10.3923/tasr.2023.71.93
ACS Style
Bello,
S.R.; Olorunnisola,
A.O.; Omoniyi,
T.E.; Onilude,
M.A. Combustion Characteristics of Briquettes Produced from Three Binders and Torrefied Gmelina arborea (Robx.) Sawdust. Trends Appl. Sci. Res 2023, 18, 71-93. https://doi.org/10.3923/tasr.2023.71.93
AMA Style
Bello
SR, Olorunnisola
AO, Omoniyi
TE, Onilude
MA. Combustion Characteristics of Briquettes Produced from Three Binders and Torrefied Gmelina arborea (Robx.) Sawdust. Trends in Applied Sciences Research. 2023; 18(1): 71-93. https://doi.org/10.3923/tasr.2023.71.93
Chicago/Turabian Style
Bello, Segun, Raphael, Abel Olajide Olorunnisola, Temidayo Emmanuel Omoniyi, and Musiliu Ademuyiwa Onilude.
2023. "Combustion Characteristics of Briquettes Produced from Three Binders and Torrefied Gmelina arborea (Robx.) Sawdust" Trends in Applied Sciences Research 18, no. 1: 71-93. https://doi.org/10.3923/tasr.2023.71.93

This work is licensed under a Creative Commons Attribution 4.0 International License.